|
Help | | | News | | | Credits | | | Search | | | Guestbook | | | Forum | | | Shop | | | Contact Us | | | Welcome |
Westwood Works 1903-2003 |
|||||||||||||||||
The full story of the development of the Baker Perkins Apprenticeship Scheme can be found in Training at Westwood Works, but it is worth taking a look, as part of this revue of apprentices at work, at the different grades of Apprenticeship that were available after WW2.
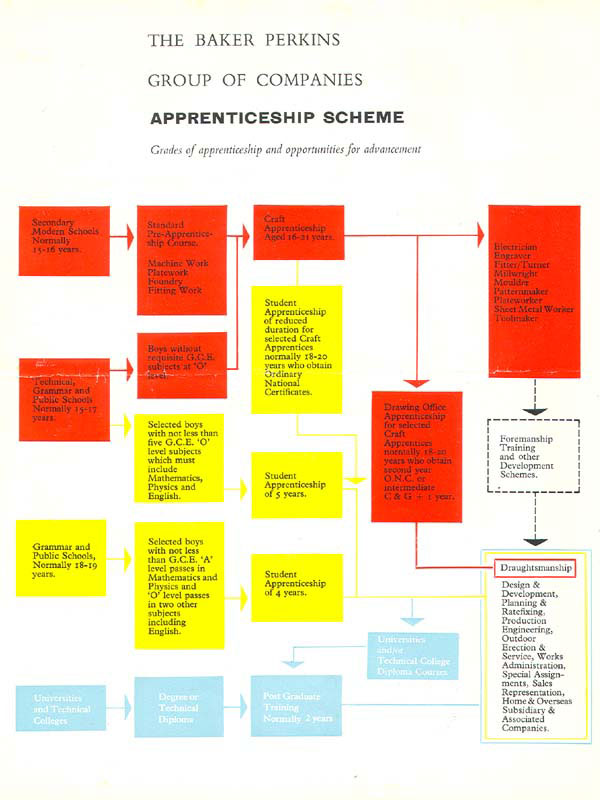 |
Opportunities open to Baker Perkins Apprentices. |
A year of basic instruction enabling the candidate to be sure that he had chosen the correct vocation - and giving the company an opportunity to assess the candidate.
Boys who had completed pre-apprenticeship or selected boys leaving school were apprenticed to any one of the following trades - machine tool setters and operators (turners, millers, borers, grinders, gear-cutters), tool makers, engravers, plate workers, sheet metal workers, electricians, pattern-makers, moulders, millwrights and fitters.
Of two years duration, candidates were selected from among craft apprentices who had completed three years apprenticeship and had achieved the required standard in technical studies.
A five-year course that provided a wide training for designers, planning, methods and work study engineers, production engineers, service engineers and technical sales representatives for home and overseas service. It is believed that Student Apprenticeships were first introduced in 1943.
A number of university graduates were accepted each year for two years' formal training, normally sponsored by a departmental manager with a view to a specific appointment after satisfactorily completing the training.
Some recollections of ex-apprentices (More can be found in "Reminiscences").
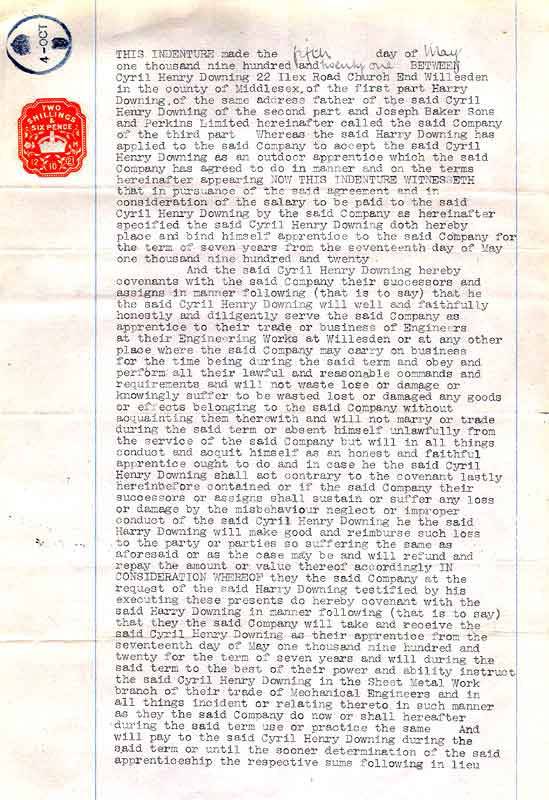
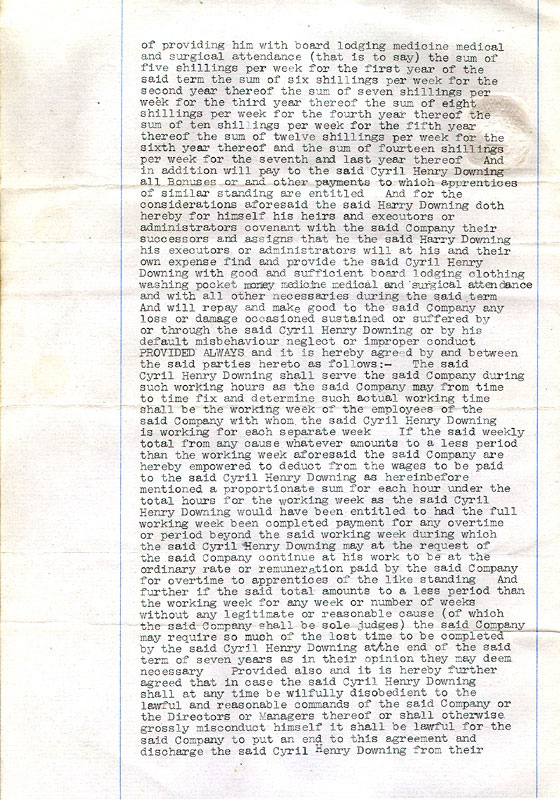
On the fifth of May 1921, Cyril Downing
Cyril Downing and his father, Henry, signed an Indenture document
with Joseph Baker Sons and Perkins Ltd, Willesden committing both parties
to a training period of seven years as an "outdoor apprentice".
His remuneration was to be - "The sum of five shillings per week
for the first year of the said term, the sum of six shillings per week for
the second year thereof", .............. rising by one shilling
per week for each year up to ............"the sum of fourteen shillings
per week for the seventh and last year thereof". His father was
committed to - "at his own expense find and provide the said Cyril
Henry Downing with good and sufficient board lodging clothing washing pocket
money medicine medical and surgical attendance and with all other necessaries
during the said term".
NOTE: Being a legal document it was long on conditions but short on punctuation.
 |
 |
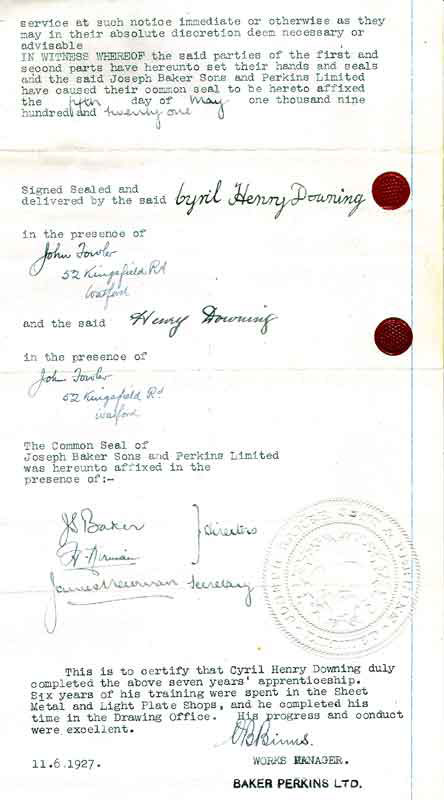 |
The Indenture was signed by J.S. Baker and H. Kirman. The document was annotated
on 11/06/1927 - and signed by O.B. Binns - works manager - to the effect that
-
"the seven year apprenticeship has been duly completed. Six years
of his training had been spent in the Sheet Metal and Light Plate Shops and
he completed his time in the Drawing Office. His progress and conduct were
excellent".
Cyril Downing will be remembered by many ex-Peterborough apprentices as Instructor
in the Drawing Office School attached to The Apprentice School in Westfield
Road, (see Training at Westwood Works),
a position that he took up in 1957. He retired after fifty-one years service
in 1971. Cyril was awarded the BEM in 1961 for services to boys clubs in Peterborough.
 |
 |
 |
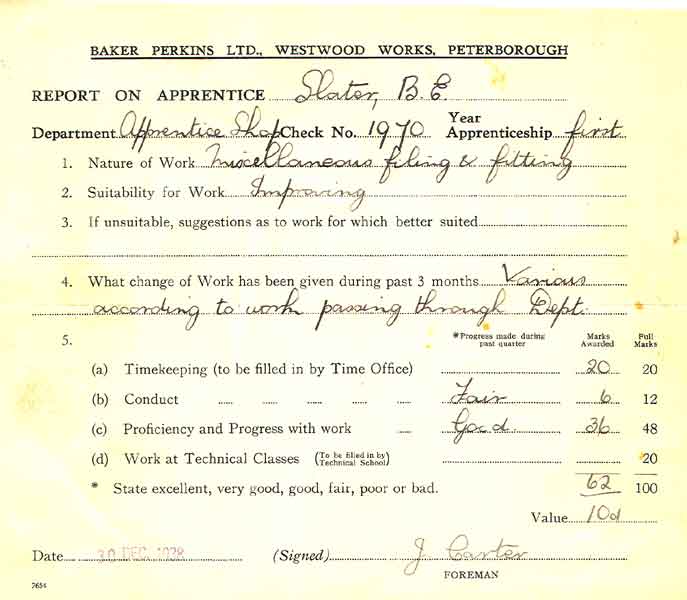
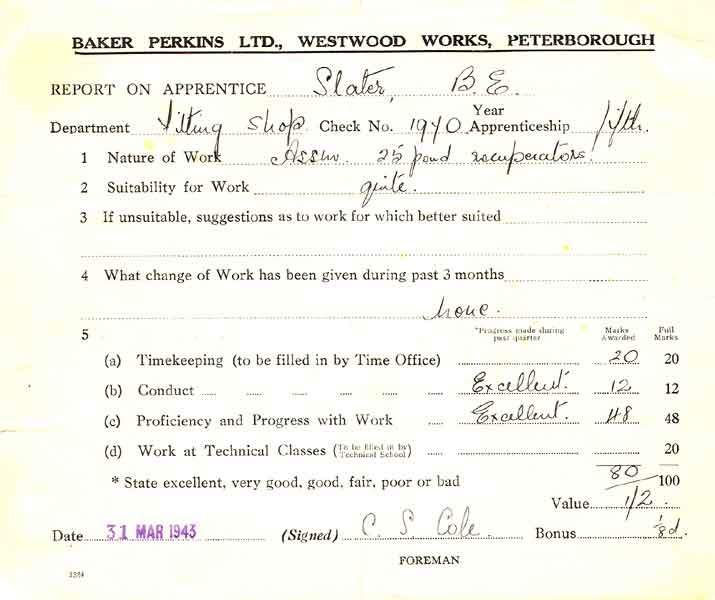
| Typical 3-monthly Apprenticeship Progress Reports | Conditions of Employment given to Bert Slater when joining the company. | |
Bert Slater
Bert Slater , later to become Experimental Department Foreman,
joined the company in 1936 as a 14 year old trainee in the drawing cabinet,
receiving a wage of eight shillings and sixpence, this being increased by
a shilling a year until he was 16.
(NOTE: This is the same rate of increase per year as enjoyed by Cyril Downing (see above) who started his apprenticeship at Willesden 17 years earlier! Not much wage inflation then! Note also the date of the Conditions of Employment - January 23rd 1919).
Bert clearly remembers his first day at Westwood:
“I had received a letter from Baker Perkins requesting me to present myself at the Enquiry Office at 9.00am on 7th September 1936 and ask for Mr Paul Baker. After an interview, he sent for Mr. Williams, the Time Office Clerk, who took me to the Time Office, gave me a clock card and number and showed me where to clock on. I was taken to the Machine Shop Drawing Cabinet and met Mr. W. Jones, the man in charge. Here the operation of the Drawing Cabinet was explained – how to issue drawings to operators, collect them on return and return them to the correct place on the shelves. There were about 150,000 drawings of various sizes. After 12 months, I was moved to the Inspection room where a time ticket had been put with the machined parts and I had to find the correct drawing to place alongside the finished part ready for inspection. After 6 months you were given a file to remove burrs from the newly machined parts to assist in inspection”.
Working hours in 1936 began at 7.45am until 5.30pm, Monday to Friday, plus Saturday morning – 7.45am till 11am. Lunch was taken from 12.30pm until 1.30pm – a total of 47 hours per week.
“At the age of 16, I was asked whether machining or fitting was
to be my preferred trade and I chose fitting. I was told to report to Harry
Evans in the Fitting Shop, who made out a tool order for a 12” three
square file (without a handle) and told me to help Bob Desborough to clean
up a phosphor bronze mixer blade. Bob suggested that I ask Mr. Evans for a
tool order for a file handle but his reply was “ Go to despatch, get
a piece of wood and make one yourself”. These were the days when craftsmen
were expected to provide all their own hand tools”
In 1938, he achieved his ambition by becoming the first Fitting apprentice
in the new Apprentice School that had been opened on the ground floor of the
1933 office block. Here he was joined by, among others, Tom Brown, Harry Beale
and Martin Plowright. Working under the foreman, Mr J. Carter, his progress
was carefully monitored and a report covering suitability for the work, timekeeping,
proficiency and progress was sent, every 3 months, by his foreman to Bert’s
parents. In each report he was awarded marks out of a hundred, in turn converted
into a wage increase. By 31st March 1943, at the end of his apprenticeship,
Bert was achieving 80/100 and receiving 1/2d extra plus 1/8th of a penny bonus!
Bert recalls – “As the Munich crisis was on everyone’s
mind, we all had to carry our gas masks, not only to work, but everywhere
that we went inside the factory. As the war clouds developed, Baker Perkins
started to make field ovens and mobile bakeries. At one time, a batch of 62
Howitzers, still with wooden wheels, had to be modernised, the axles altered
to take pneumatic tyres and a tow bar fitted” (see also Westwood
Works in WW2).
At the start of his apprenticeship, Bert worked on general fitting jobs but
from early 1941 was transferred to work on the famous 25-Pounder Recuperator,
the development story of which is told in the Text of Address delivered by
Sir Ivor Baker to the Works, Staff and Outdoor Committees and to the Apprentices
and Office Juniors at Westwood Works in 1946 (See Westwood
Works in WW2)
Bert remembers that, at the time that he joined the company, apprentices were
expected to leave the company at the end of their apprenticeship and “get
experience of the wider world”. This practice ceased with the onset
of WW2 and the need to hang on to every trained craftsman.

"Cycling to work was the normal way for most employees. There were hundreds of cycles in the cycle sheds. Apart from the Directors, who had company cars which were kept in the Directors’ Garage and maintained by a full-time mechanic, only one man came to work in a car. This was Jim Warrington, Section Leader of the oven department. He had an Austin 7 Ruby. He was a big man, and the car traveled well down on the springs on the driver’s side!
I would like to put on record my appreciation for the excellent engineering
training I received from the skilled tradesmen at Baker Perkins, skills
I still practice in my home workshop. I consider designing machinery on
a drawing board (not a computer monitor) and seeing the result built in
metal is the ultimate in job satisfaction. To this day, I never make anything
without first producing a drawing”.
Gordon Steels
Gordon Steels remembers:“As the WWII war was drawing to its close at the beginning of 1945, a number of craft apprentices who were attending the Peterborough technical night school in Broadway, were selected to be interviewed as suitable candidates for transferring to the newly formed Drawing Office Apprenticeship Scheme. I was interviewed by Claude Dumbleton and was one of the lucky twelve craft apprentices selected for further training at the GTC, Leicester.
We were split up into three groups and the first group, Roland Maycock, Brian Savage, Derrick Stanton and David Thompson, were sent to the GTC in May 1945 for a twelve week course. The second group, Sidney Stafford, Ken Betts, Hubert Holmes and I were sent to Leicester in July 1945, after VE Day and before VK Day.
The third group, which, I am fairly certain was composed of Ben Blacklock, Jim Rawlett, Ivor Powers and Jim Deboo, followed in November 1945.
Roland Maycock, who was in the first group, tells me that the course level was set far too low for the Baker Perkins group, who were at third year level in engineering drawing, and on the first day the course had to be immediately upgraded to a much higher level.
After returning from Leicester, we were allocated to different Drawing Office sections to become Improver Draughtsmen until the age of 25, when we were promoted to Draughtsman level. So, in effect, we had a nine year apprenticeship!
In or around 1957, I became a member of the Drawing Office Apprenticeship Committee, a sub-committee of the Apprenticeship Advisory Committee. Stephen Hargreaves was the Chairman, with David Ogilvie and me as members, and with Cyril Downing, who was in charge of the Drawing Office School, as Secretary.
The purpose of the Committee was to interview a number of craft apprentices selected by Cyril Downing as potential candidates for further training to become Draughtsmen. They were usually around 19 to 20 years old, and if successful at the interview were then given a broader craft training, together with a short stay in the apprentice school drawing office. At the end of this training period they spent about one month with Cyril Downing before entering the main drawing office.
The interviews were carried out mostly once per year and at the beginning around 20 candidates were interviewed and on average, the committee judged about 12 were suitable for further training. Many of the craft apprentices who came through this scheme went on to fill senior positions and contributed to the continuing success of the business.
As the years passed by there were fewer and fewer potential craft apprentices considered as being suitable for training for the drawing office, partly because of the change in education by the raising of the school leaving age, coupled with more opportunities for sixth form education and then on to University.
I recall clearly the last time the committee met and interviewed three craft apprentices selected by Cyril Downing, none of them met the standard we had set, and we judged that it would be better for them to remain good craftsmen rather than risk them not meeting the grade in the drawing office. I do not remember the actual year, but it is likely to be in the late 1960s”
Peter Hornsby (Later to be involved in helping to set up Baker Perkins' involvement in plastics machinery - see History of Baker Perkins in the Chemical Business).
"In the summer of 1945, I left school at the age of 14, the discharge age from Lincoln Road Elementary. I joined Baker Perkins and entered ‘the offices’ (hours 8.30 am until 5.20 pm with 1.1/4 hours for lunch.) My place of work was the XYZ Department run by a bald gentleman - A.V.Francia. My section was involved with job costings and large amounts of filing. Well, to cut a short story shorter, I caused chaos through slapdash filing and suddenly found myself relegated to ‘the works’ as a fitter/turner apprentice. (The hours of work there were 7.30 am to 5.30 pm with 1 hour for lunch.) Quite how this unfair time comparison came about I will never know but that’s life.
This was the very early days of there being an apprentice school and a section was formed, in a large area along the south wall of the machine shop towards the cutting shop end. There were a number of benches (for the apprentice fitters) and a group of machine tools, lathes, milling and drilling machines. The fitting section was run by Jack Ingrams with Jack Hurst as charge hand and Russell Bullard, with Jack Rowe as charge hand, was in charge of the machine tool section. In overall command was Jim Deboo. At this time, there also started an influx of both student (grammar school) and graduate (university) apprentices. These were to be the high fliers of the future.
The crux of this tale lies in the lead up to Christmas 1946/47. On the last day before the Yuletide shutdown, after we had had our grated cheese and slab butter rolls, washed down by milky cocoa made specifically for scraggy ex-wartime ‘children’, we usually had the chance to waylay office girls walking through the works delivering mail or whatever and eliciting a Christmas kiss. Jim Deboo decided that this practice had to stop and arranged a film show in his large office.
That lunchtime I cycled to the health shop on the corner of Lincoln Road East and bought a box of strawberry flavoured sulphur tablets. Over the next hour, I munched through most of the packet and prepared for the afternoon matinee. During the film show the resulting sulphur dioxide was secreted in large quantities, creating an obnoxious and awful atmosphere that forced Jim Deboo to throw open all windows and doors, stop the film show and send us all home early. Hooray!
My apprenticeship was completed in 1952 when I joined the Royal Navy for National Service. Because of the Baker Perkins training, I became a Petty Officer Ordnance Artificer and my payback had started".
At the same time that Roland was joining the Drawing Office, men who had
had their apprenticeships interrupted to serve in HM Forces were now returning
to Westwood and would need to be retrained. The Government’s Interrupted
Apprenticeship Scheme, agreed by employers and trade unions, provided ways
to enable lost time to be made up, any relevant HM Forces experience to
be taken into account, and financial aid given to the employer so that the
interrupted apprentice could be retrained but paid at nearly craftsman rate
until the newly agreed training period had been completed.
(For the story of an Apprentice who was called up as a "Bevin Boy"
and returned to Westwood under the Interrupted Apprenticeship Scheme, see
Roger Ward's memories in National
Service)
Brian Crack
Brian Crack entered the Plate Shop as a Student Apprentice on 13th October 1947. A selection of his quarterly reports as he gained experience in the various departments in the Works follows:
 |
 |
 |
 |
|
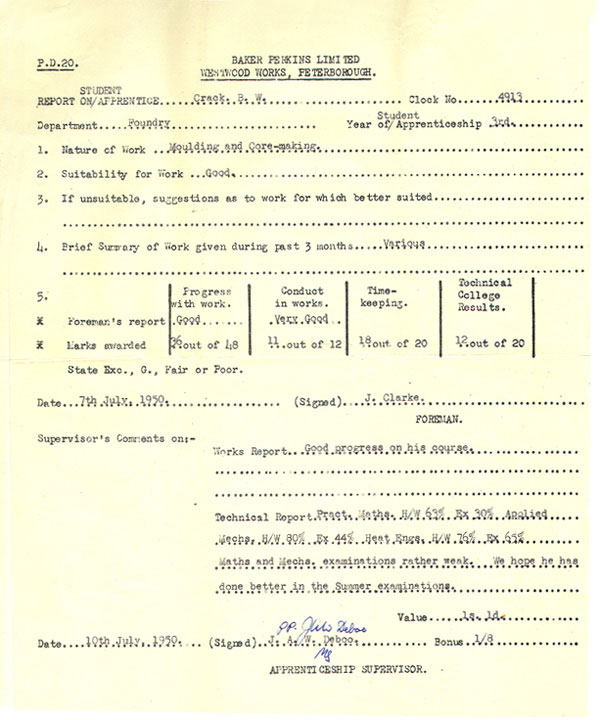 |
Brian would have been one of the first apprentices to come under the management of Jim Deboo, newly appointed to the post of Apprenticeship Supervisor in Autumn 1947.
At Westwood works there were two ways of becoming a student apprentice;
the first was, at the age of 16, to have gained the right number of credits
in certain subjects in your school-leaving certificate. The second way was
to be upgraded from a craft apprentice when you passed your National Certificate
exam. This second method was made available to Bedewell apprentices in 1949.
Marshall Grey
Marshall Grey passed his National Certificate that year and became
the first student apprentice at Westwood from Bedewell. As well as Marshall,
another four Westwood craft apprentices became student apprentices that
year, including Ted Thain, Tom Hinch and Bruce Trundle. Marshall recalls:
"Up till then I had never lived anywhere else other than at South Shields but I did not have any qualms about travelling south. I lived in digs in Harris Street with Mr and Mrs Johnson and I shared a room with Bernard. I can't remember Bernard’s second name, but at 16 he was over six foot tall and a very big lad; he was a foundry apprentice and lived at Kings Cliffe.
At the beginning, my main problem was to make myself understood because I knew no other language than pure Geordie, and it was quite frustrating having to repeat most of what I said in an attempt to get by. I had the good fortune to meet Jack Scott who worked in the tool store in the machine shop. Jack came from Darlington and he had lived in Peterborough for quite a number of years. When I listened to him talk I then realised how I had to change my accent to be understood.
I was very much aware of the privilege I had been granted and made sure that I behaved myself and tried not to upset anyone. I have since come to realise that those of us who are sent out from the Northeast to spread the Geordie gospel look on ourselves as ambassadors, if not missionaries.
I did the rounds of all of the departments, machine shop, plate shop, pattern shop, foundry as well as doing a stint with the Outdoor Department. When working in the plate shop one of the chap's was studying the horses and he gave me tips for three runners. The bookie’s runner used to take bets in the clocking on station and I had three cross doubles and a treble on these three horses. They all won and for a four-shilling bet, I collected £15. When news of this got out the following day quite a lot of people wanted to know what I was betting on.
I used to go to technical College one-day each week and in those days the technical College consisted of three buildings off Garton End Road. However it was not too long before we moved into the new technical College.
I was very keen tennis player and spent a lot of time on the courts at Alma Road. The above-mentioned Jack Scott taught me a lot about the game and eventually I played in the works team. There were dances at the social club every Saturday night and it was there that I met Pam Willoughby. The first time I had a date with Pam we went to the City cinema, it used to be about opposite the end of Bishops Road. Pam worked for Eric Reynolds in the CPO; she requisitioned biscuit cutting machines. We used to go to The Empire that did weekly rep. A string trio used to play under the direction of Urban T Wilkinson. We did some courting at Dogsthorpe Treacle Mines.
Speaking of Bishops Road, after a while, I took up residence at the staff hostel that was on the corner of Bishops Road and Bridge Street (See The Commercial Hotel). Mrs Washington ran it and one of the maids was called Phyllis. It was a wonderful place to live as a young chap because there were very few restrictions; the one which I remember said - "if you are not here at mealtimes you do not get fed"
Motorbikes were very popular at the hostel, I only had a pushbike but seven of the residents had bikes. I remember Bob Eggleton refurbishing an Ariel 500 side valve machine at the hostel. Permanent residents at the hostel included Miss Baxter who was in charge of the comptometer room and Walter Hardware who was the foreman on the gear cutting section.
There were various sized rooms in the hostel and for a long while I was the sole resident in one of the four-bedded rooms, which were known as the barracks. Often overnight visitors stayed in the room only to be driven to distraction by the vegetable lorries stopping and starting at the traffic lights all through the night.
There was no heating in the hostel apart from the one open fire in the lounge, so we were allowed to have electric fires in our rooms. Mostly they were homemade from element kits that you could buy at Woolworths. One very cold weekend we overloaded the circuit and we put in a bigger fuse. This also blew so we tried using a paperclip, this worked but heated up the wall behind the fuse box, so we had to shut down the system. On Monday the works electricians appeared and an upgraded system was installed.
One resident was scuttling about one night complaining that he could smell burning, and he went from room to room trying to find the source of the smell. It was only when he got back to his own room that he realise that his bed was smouldering; he had put electric trouser pressing gadget in his bed to warm it up!
Following my tour of the workshops I then moved into the offices, the first of which was the time and motion department. A consultant called Mr Scott ran this; we shared an office with George Strickson who was the safety officer. Hector Reedman used to come and see George and Hector had a wonderful turn of phrase. I remember when Matt Walton was made machine shop manager at Bedewell and Hector reported this event by saying "Matt Walton is going to Bedewell on three months prohibition"
For a while I was in the jig and tool drawing office and our manager was A P Peat who used to answer his telephone by saying "Peat here”. He used to get very upset if the caller replied “Pete who?” I then worked for Alec Ansell in the CPO followed by a stint in the heating and ventilating section of the drawing office.
Eventually, after I got my Higher National Certificate, I was called back to Bedewell as a jig and tool draughtsman. Pam and I married then following National Service I went back in the drawing office and eventually became Standards Engineer. My manager was Eddie Steele and my opposite number at Peterborough was Ben Reynolds.
Moving to Peterborough for two and a half years made a big difference to my life, I still go back to see friends and to smell the sugar beet. "


A fairly crowded five years from which a few things stand out:
Denis Swingler
Denis Swingler recalls –
“I joined B.P in September 1957 as a student apprentice. John Warwick put me on an HND (Higher National Diploma) sandwich course, which entailed spending alternating periods of six months at the Technical College and in the Apprentice School. The first six months was in the School.
Not being a native of Peterborough, I was lucky enough to obtain a place at the B.P. apprentice ‘hostel’ at High Trees, 270 Eastfield Road (later to be an annexe of the Tech), which was run at the time by Major Hooper and his wife. Mr Hooper worked in one of the drawing offices and it was really his wife who ran the show at High Trees; she cooked us breakfast and an evening meal and fussed over us like a mother hen. From memory we paid about 3 pounds, 10 shillings a week and slept dormitory style with 3 or 4 sharing a room. Some of the others there at the time were Dick Talbot, Tommy Edwards, Ed Marriott, Doug Sharratt, Bill Grant, Dave Beech and Terry Worms.
We all cycled to work; pedalling flat out down Broadway, round Park Road, a short run down Dogsthorpe Road, cutting through Green Lane (two-way in those days) onto Lincoln Road, turn right into Taverners Road, then up and over the bridge on Westfield Road and down into the bike sheds. As you progressed down Taverners Road the cycle traffic got thicker and thicker; going down Westfield Bridge and into the works it was like a swarm of bees (nearly said lemmings, but thought better of it.) If you got to Green Lane before the 7.15 hooter went you stood a good chance of clocking in before the deadline of 7.33!
John Warwick, with Charles Bullard as his assistant, ran the Apprentice School. The senior foreman was Jack Hurst (fitting); with instructors Charles Gilbey (milling), Reg Hart (turning), Harry Popple (boring), Charlie Durrance (platework) and Peter Mowbray (everything!). Being more or less straight from school, standing all day was something I was unaccustomed to and for the first few weeks my feet and legs ached from about 9 a.m. onwards; leaning on the bench was definitely frowned on and brought a swift rebuke if you were caught. In that first six months we learned to file (flat, square and to size), scrape, hacksaw and, eventually, after training and practise on turning, milling and boring we produced our own try squares, centre punches and other hand tools to quite an acceptable standard, even including a six inch rule!
The tea trolley came round morning and afternoon and, as well as the obligatory mug of tea, there were usually some cheese rolls, if you could afford them and if you got there quick enough. Dinner was taken in the Works canteen. Choosing where to sit was initially fraught with danger because there was nothing worse than taking a seat that someone had used for the last forty years. All the food was prepared and cooked on the premises and it was pretty good. Although I’m sure Jamie Oliver would disapprove, one of my favourites was spam fritters, chips and beans. We used to queue up to buy next weeks dinner tickets on Fridays. For Tuesdays and Fridays you could purchase a cheaper snack ticket if you wished, which entitled you to egg and chips on Tuesdays; fish and chips on Fridays. After eating, there was usually time for a few hands of ‘solo’ (whist) while drinking a mug of tea and having a smoke.
The subsequent spells away from the Tech. were spent in the various production shops. I have to say that I found the plate shop, machine shop and foundry a little boring after a week or two, simply because the number of tasks that a ‘green behind the ears’ student apprentice could be trusted with, were few and far between which meant there was an awful lot of talking and watching. Mind you, holding a conversation in the plate shop was a skill that definitely had to be learned. The fitting shop was better, in as much as there were more tasks that we could be allowed to carry out (albeit with a careful watch being kept.) I recall the 7.35 a.m. routine of smothering the hands with Rozalex, rubbing it well in, then having the first fag of the day before the foreman came out and made his round.
I spent some time in Bert Hodges’ bay with Matty Gill, Arthur Sykes and a young Bill Smith amongst others; I think they were mostly building chocolate refiners; I ‘helped’ Ronnie Clay with enrobers in Jack Larman’s bay. Strangely enough I worked for a long time with a plater in the fitting shop, Lee Burgess, where machinery, that I was told was a nylon spinning machine, was being assembled. This had a large number of stainless steel covers to be fitted to it, fixed by Lee and myself with very small, probably, 2 BA screws. Lee was probably in his sixties and slightly shaky and consequently frequently broke the tapping drill, or the tap. He gave me a go and because I had a slightly better strike rate than him, I eventually did the bulk of the drilling and tapping. (We swapped watching and working roles whenever a foreman was around.) Of course no matter who broke the drill or tap it was always the apprentice who had to go to the stores for a replacement. Annie got to know me quite well, and she soon only had to ask me “Drill or tap?” I told her I wasn’t breaking them all but I don’t think she believed me. Lee had a heavy tobacco snuff habit, something he tried endlessly to get me hooked on. I never really got past the sneezing stage.
By this time I had left High Trees – you were only allowed your first year there – and had found digs at 57 Priory Road, which I shared with another apprentice, Brian Harlock. This was ideal; I could leave ‘home’ on the 7.25 hooter and have plenty of time to get to the clocking in station in good time. Crossing Westfield Road was a bit of a problem though.
The last period of the HND course included a spell with the Outdoor Department. This I enjoyed so much that, perhaps slightly unconventionally for a student, I decided to join it full time when the time came”.
J.F.M. Braithwaite
Sir Franklin Braithwaite gave an outline of the training for graduate
apprentices destined to become salesmen: This lasted up to two years:
Each trainee was sponsored by a Departmental Manager and interviewed by him at three monthly intervals during his training. During the second year, the trainee undertook two projects decided by his sponsoring manager.
Mike Appleyard joined the Company as a Student Apprentice in September 1960. As was normal during any apprenticeship, Mike spent a short time in a number of Works departments - perhaps not enough to make him an expert in each trade but, as he says - "Once again in three weeks we could only be taught the basics, enough however to give us an insight into what, perhaps later in our career, we may be asking the man on site to undertake."
Mike pulls no punches when describing his reaction to what he experienced in some parts of the Works. (Some of his experiences in the H&V Department and working with the Maintenance Department are related elsewhere.)
"My stay in the Maintenance section ended, and from a few weeks of 'variety', never knowing what was coming next, I was on my way to the Machine Shop, and three weeks of almost total boredom! The Machine Shop, was a huge area, about eighty metres long by fifty metres wide, at its highest about fifteen metres. A central alleyway ran down the building, with machines, lathes drills, grinders etc on one side. On the other side, the manufactured equipment was erected, and run, before being dismantled, and dispatched, for re-erection at its final destination. The machines were in serried ranks, manned either individually or in groups by operators, most of whom had mind numbing tasks, the only highlights being one of the office girls walking through the shop, tea breaks, and dinner time.
I was introduced to my machines by Dave J, a toolmaker by trade, who had graduated to foreman, in charge of the 'automatic lathes'. It was his job to set the lathes up; the skilful part of the operation, my job would be to run a bank of three lathes. Dave showed me each lathe, the sequence of working, and left me to my own devices. Open the pneumatic chuck, take out the completed object, throw it in the bin, take a blank out of another bin, position it on the stops and close the chuck, start the machine, ensure the machine oil is flowing, go to the next machine, and repeat the operation. Do this for eight hours a day, five days a week, there was no wonder that the odd prank was played. Being newcomers and future office workers, we were often the butt of a joke, which you either went along with, and they soon left you alone, as you became one of the boys. If you reacted, they could make your life a misery, I decided to take it all in good humour, although sometimes seething inside, and they soon left me alone. With my 'northern' accent, I was soon seen as one of the lads. One of my fellow apprentices, passing through the workshops as a graduate apprentice, fared far worse then me, his cut glass accent, and his invariable reaction, to any slight, marking him out for special attention!
Reading the Times during his mid morning break was not exactly a good idea, the first he knew of the general opinion, was when someone crept up on him and set fire to the back when he was reading it. A little oil under the paper on his chair seeped through as he sat there, realisation dawning when he stood up the disconnection of one of the hoses on one of his lathes, showering him with machine oil, when he started it up. The more he reacted the worse it became, until eventually; Dave J intervened, threatening retribution, if anything else occurred. The problems ceased, it was a good job however that his stint in the Machine Shop finished, he was not a popular young man.
Thankfully my time in the Machine shop was soon over, next up being the Foundry, as in most similar operations an area of dust, smoke, fumes, noise, and occasionally intense heat, well if you strayed too near to the furnace! As apprentices we were kept well away from the ‘business end’ of the building, where the molten metal was poured, only coming into contact, metaphorically speaking, when our mould making efforts were put to the test. John, our kindly and helpful tutor, was a foundryman of the old school, having been taught his trade in Sheffield, there was not much he did not know about the business. Coming up to retirement the company gave him the task of imparting his knowledge to us young men, not an easy task in three weeks; however he would do his best. As the company made all its own machinery, the need for castings was never ending, even our ‘efforts’ being used if they turned out OK. John guided us through all the intricacies of moulds, casting sand, casting boxes and finally the pour. The molten steel cascading out of the ladle into the mould until it came out of the vent hole, meaning in theory that the casting was complete. To John’s credit, all our efforts were successful and the resulting castings were put into stock. Although John was passionate about his job, I could never see my future being in the Foundry business. Even though while in the foundry we were given a pint of milk a day, even so the taste of dust and metal lingered for hours after I had left the building.
From there I went into the welding and soldering shop, if we had thought the fumes in the foundry were bad, at least we were not working ‘over them’ all the time. When welding the fumes are ever present hazards, even though as an enlightened employer, Baker Perkins had installed fume extraction equipment. No one had told the fumes that they were supposed to follow the script and disappear into the hood / canopy/slot. The fumes do not obey the same rules as smoke and rise upwards, instead they tend to spread outwards, forming a toxic layer, building up from the floor, hanging around and only dispersing very slowly. Jim C was the welding instructor, laid back, inclined to be sarcastic, if his instructions did not sink in the first time, with a roll of the eyes a shrug of his shoulders and a shake of the head, he conveyed his thoughts without needing to put anything into words. We were taught the difference between gas welding, using Oxygen and Acetylene, and Electric arc welding, and using copper sheet, we made a ‘funnel’, to be taught the art of soldering. The technique for each practice, being totally different, he told us the horror stories, associated with both welding techniques, the workman who dusted himself down with the Oxygen from his blow torch, while smoking a cigarette, disappearing in a ball of flame and the welder striking an ark, while electric welding, without his eye guard in place, damaging his eyes. Jim drummed into us think before you do, you only have one life".
Hugh Brenton's career with Baker Perkins began on 14th August 1961 when he joined the company aged 16 years and one month, having completed his education to GCE ‘O’ level at Deacons School just 2-3 weeks earlier.
"I was one of the first employees to be engaged as a Commercial Trainee – this was a company initiative to introduce an apprenticeship scheme into the office areas which was similar to that of the craft apprentice in the factory. This meant that, during the first 4 years of my employment, I was allowed to attend the Peterborough Technical (now Regional) College one day a week to undertake a Business Studies course. I was also given the opportunity to spend time in several different offices to learn the functions of each department and to see how they inter-related with one another. This tour around the different departments included spending time in the Cost Office in July 1963, where I gained some knowledge of the company’s use of Hollerith punched-card machinery" (See also - The Hollerith Department and The CPO).
My name is Peter C. French. I was born in 1946 and raised in Peterborough and lived in Harris Street. Our regular time piece was the Works buzzer that we could hear from our house.
I joined Baker Perkins after leaving Lincoln Road School in 1961. I am the fifth from the left in the first standing row shown in the 1961 September 2 Apprentice Intake. (See Apprentice Intakes).
Joining Baker Perkins was one of the best things that happened to me. The company had what must have been the widest range of trades in the area. Under the direction of Jimmy Deboo we were able to experience so many different jobs.
As my birthday is the 3rd of August and Craft apprenticeships did not start until a minimum of age 16, I was able to experience all of the areas before having to make a final decision as to what trade I would indenture for. That year included a month in the original drawing office school. This was in the winter of 1961/62. This is remembered well as the heating failed and the temperature in the office dropped to around 50F (10C) which made holding a pencil difficult.
As I had requested to be a Sheet Metal Worker my training was delayed until a space was available, only 1 apprentice was allowed for each 5 Journeymen. The instructors suggested that I take a machinist apprenticeship and so I was assigned to the apprentice school for the waiting period operating the horizontal and vertical borers. We made several very small stainless steel mixers for laboratories during this period.
On the fourth of February 1963, I finally signed my indentures (#748) to start my Sheet Metal Training. The first year at Tech was on block release doing the prep. course for ONC. When I started a craft apprenticeship I was switched to the five year City and Guilds course.
In 1965 I was accepted as a Drawing Office Apprentice and issued with a second set of indentures. The first thing was to go into the drawing office school for the beginning of the apprenticeship. My progression put me into the Pneumatic Handling (Food) drawing office in the main office block, then the department was moved to the new office across from the canteen.
In 1968 I was married and looking for possibilities so I went down to the personnel office and had a talk with Mr. W.D. Yale. We talked about the company in Canada and he sent my file and an enquiry over by mail to see if they had any positions that might suit me.
On May 28th 1968 we received a letter back with an offer of employment but I had to start on July 2nd. At that time the usual period for emigrating to Canada was a minimum of 6 months, this was only 5 weeks.
This is where the Family of Baker Perkins kicked into gear. First Mr. Yale phoned our export department in London and arranged for somebody to go to Canada House and pick up the applications. These they sent that night up to Peterborough. Next morning I received the package which we filled out and sent back the next day. The London office then hand delivered the papers to Canada House. The following week we received an appointment for Medicals and interviews.
My approval came through by the middle of June thanks to the assistance of the company. My worry was that my wife still had not been accepted. This acceptance only came through on the Thursday before I was to leave on the Saturday.
Except for a short time I worked at Canadian Baker Perkins until it was closed in 1975, initially, as a designer/draftsman, and then looking after the estimating and management of sub contract work for outside companies. (See History of Canadian Baker Perkins).
As I have gone through my working life my training at Westwood has kept me in good stead. People I meet are always surprised with the width of experience that I have which is due to the training program.
It was a sad time when the plant in Brampton was closed down and most of us were let go".
Barry Wingfield
Barry Wingfield began his apprenticeship in July 1965 after one
month spent in each of the activity areas of Baker Perkins from welding to
the tool room and from the pattern shop to the plate shop. He recalls saying
to himself at the time - "Go where no one else is going - at least there
is more chance of a future". Little did he know that the UK foundry industry
would be so badly hit.
Rather than simply describing the foundry environment, I would like to reminisce about a few of my experiences when growing up in a foundry.
Environmentally friendly quality control checks
Ben Killips was at that time the apprentice instructor. Our workplace was immediately on the left after entering the foundry and directly in front of the core room. In those days the fine core sand was bonded with Almarine oil and baked in a gas oven - making an almost ceramic tile like finish with good green strength and little permeability. Men like Joe Kniveton used to be the ones who were asked to make the complex water jacket cores for stator housings and cylinder blocks.
Always inquisitive, I would try to sneak up and watch what he would do to get these fragile and complex cores out of the box and into the oven. Not once did I get the chance, he would religiously guard the way he wrapped the wax vent wire around the core irons and how he rammed and stripped the core onto a core dryer before going into the oven. About all we did get to see was Joe blocking one core vent exit with his finger and blowing cigarette smoke through the opposite end. He would repeat this until he was satisfied that all vents worked and that all of the wax was burnt away – if not then he would either return the core to the oven or break up the core and dump the sand in a nearby (and rarely used) waste bin. Perhaps this use of cigarette smoke would be unacceptable these days – even though it still remains a most practical way of providing a successful quality control check.
Our visitors from the Far East
We worked in gangs in those days - a senior charge hand, a few tradesmen and an apprentice. My recollection was one apprentice for every five tradesmen. Malcolm Farley was with Fred French and I was moulding alongside Stan Brown, a beer drinking and fun loving Geordie who took great pride in making his daily bonus before lunchtime. Anyway, Arthur Grey our foreman, resplendent in his statutory white coat informed us that we had to tidy up the area in preparation for some international visitors who were coming around later that day.
“No problem” said Stan and promptly sent me to the cloakroom for as many old clothes that I could find and a pair of safety boots – “On the way back pick up a tin of iron oxide paint from the paint shop as well, would you?”, and I dutifully did. When we had all these, Stan and I went about making a life sized rag doll in overalls and quick release safety boots. Right behind us, the night shift had left large moulding boxes, probably around 8’x10’, scattered around the sand floor and, to the uninitiated, it might have seemed that they had simply fallen into place when dropped from a crane. The combination of sand floor and these boxes was too much for Stan, so we then dug a hole under one side of a box and placed the rag dummy under the large moulding box. With a judicious amount of iron oxide scattered over the legs and waist it did appear that there was a large amount of dried blood and a real person trapped there.
Needless to say both Stan and I were hauled over the coals as soon as Arthur saw this – and if my memory is correct, I was only allowed to continue my time as an apprentice because I was indentured for the next few years.
Getting our bonus
Not everything was fun but we certainly had our fair share of laughter. I was lucky enough to work in Bill Toulsen’s gang where an apprentice’s job was to come in early and get as much moulding “tackle” as we could scrounge. This included core grids and mould “gaggers” which held pockets of sand in place. We also had to retrieve our moulding boxes left in the knock out area after casting.
We worked on a bonus scheme with Bill Airey, allocating a fixed time to complete the process up to casting. If we kept to this time then we were paid an hourly day rate, but if we completed it under the time allowed then we were paid an hourly bonus payment as well - therefore the job of the charge hand was to get good timed jobs and mine was to get all the tackle - but not until Bill had assessed the job.. like this one which came from my logbook in March 1969.
Occasionally there were rush jobs coming through and if there was no time allocated, then Bill had to measure our actual time and charge accordingly.
If this happened, then all our cost cutting exercises were on hold until well after Bill had set a time allowed – but immediately after this “odd sides” came into view, all the tackle needed came out from under workbenches, and the actual time was halved.
I apologise for not mentioning all the others that helped us grow up – from Pat Walpole to Jimmy Farmer – from Michael Breeze to Tommy Badger. When I received my City & Guilds moulding certificate, I made the mistake of telling Ron Smith that - “I now have a piece of paper which allows me to use a trowel”. “That’s a clever piece of paper”, was the reply, “since you couldn’t use one last week”.
Thanks Ron”.
Mick Lord
Mick Lord became a Craft Apprentice in September 1967. After initial
exposure to the basics of engineering, he soon made up his mind where his
future lay:
"I did not like the foundry work and the smell of resin in the
sand, it was all too hot and dirty . Sheet metal work I could never get my
head around, always bending the plate the wrong way, melting everything instead
of sticking it together when welding. Even burnt the left leg off my overalls
one day when trying to braze two bits together, Admiring the usual mess I
had made of the job I had forgotten I was still holding the burning torch
next to my leg. The overall leg had gone up to the knee without a scorch mark
on the trousers underneath!
Fitting was ok, but why, oh why, spend hours filing a perfectly flat and square
piece of metal only to cut it up into two wedges? What a waste of all that
effort and hard work, what a way to put you off being a fitter. No, turning
or milling had to be the answer, let the machine do the work. I liked turning
a lot but everything ended up round which was a bit too much of the same,
so milling it was, plenty of different shapes, variety of ways in setting
up components and lots of different tooling to use".
In the school I found the Instructors to be very good, friendly and fair.
There was Pete Woods (turning), Len Barsby (milling), Ray Lydiard (fitting),
Peter Mowbray (turning), Walter Swinburn and Dave Stonebridge (sheet metal),
Bob Watson (milling) and then Jack Hurst overseeing all from his raised platform.
There was a small stores in the Apprentice School for general tooling and
measuring equipment manned by Harold Cooke from Crowland. Bob Watson was the
brother of Albert the machine shop superintendent who nobody messed with.
Bob was a bit stern but we did manage to make him smile a few times".
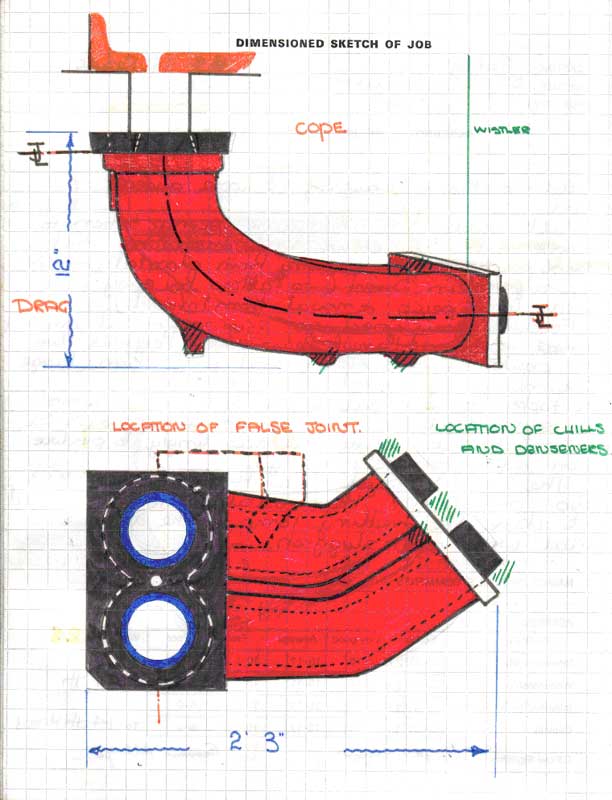
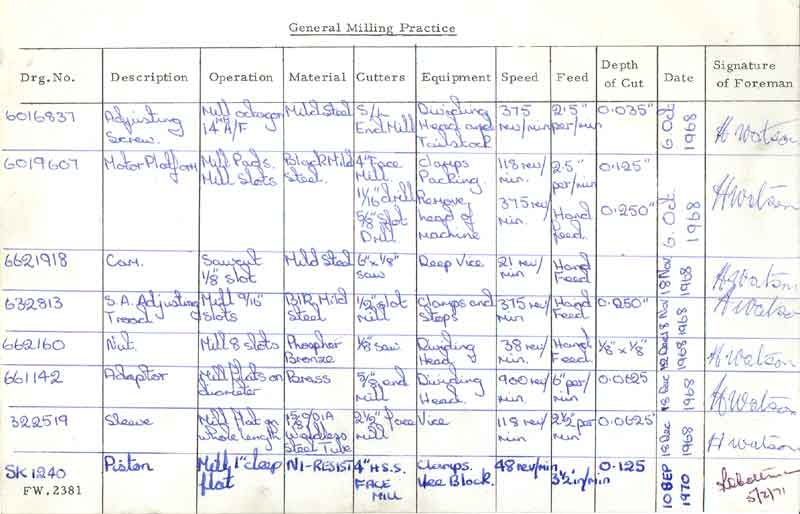
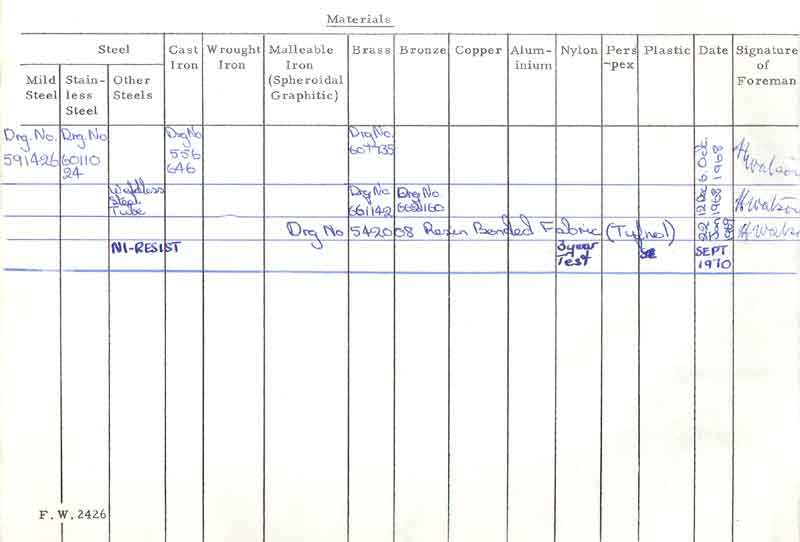
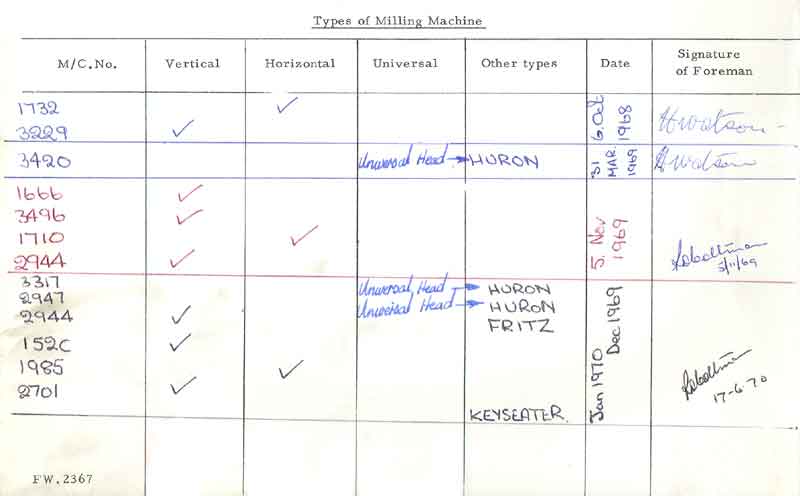
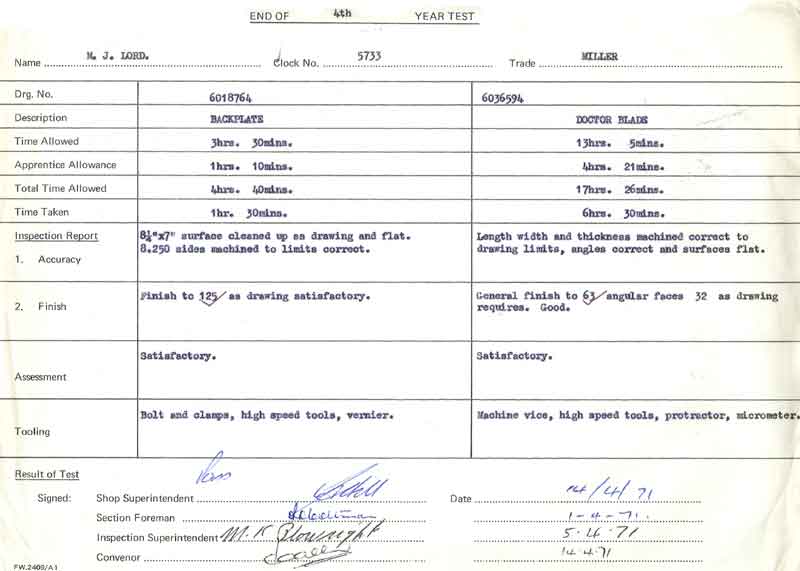
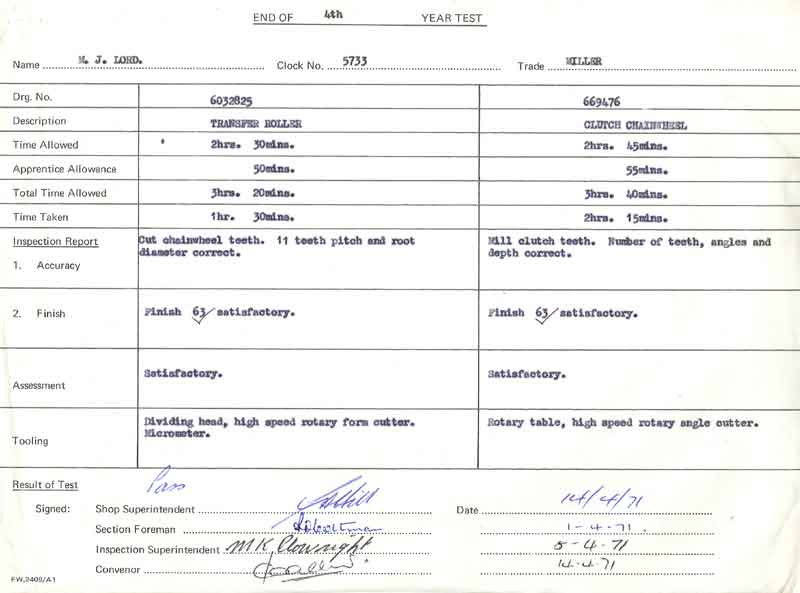
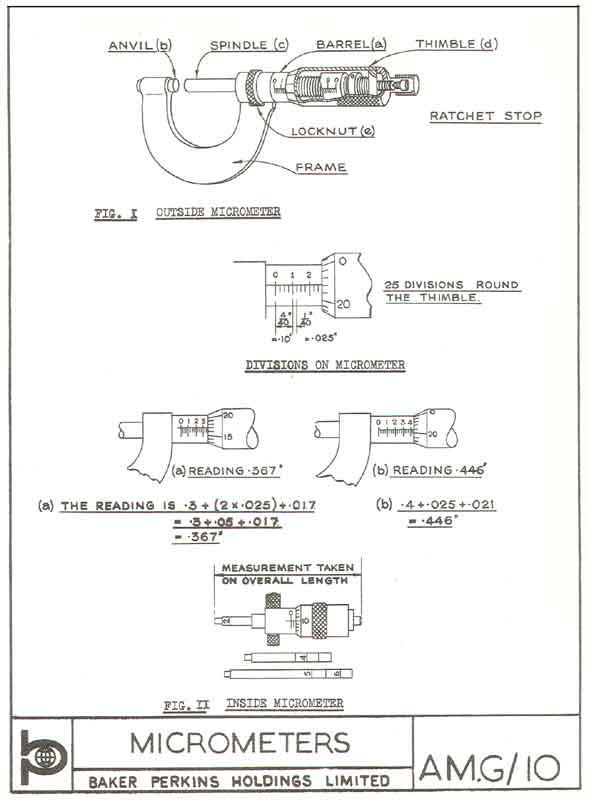
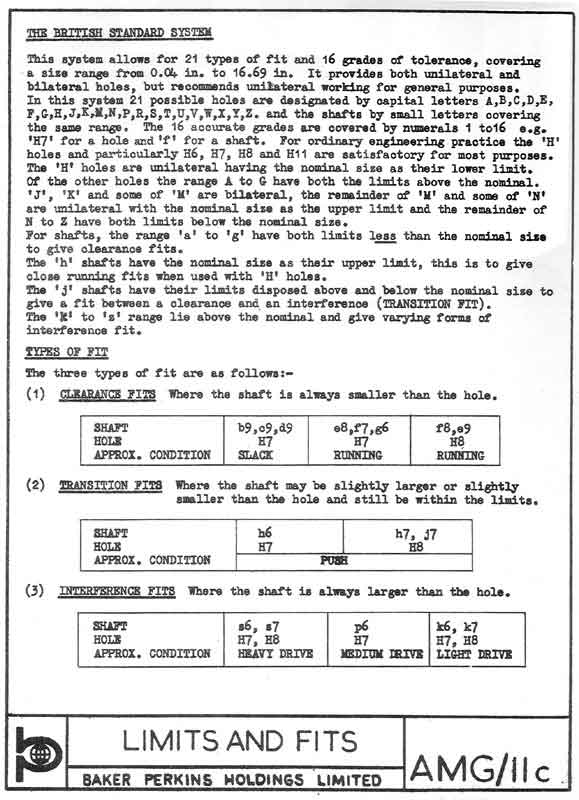
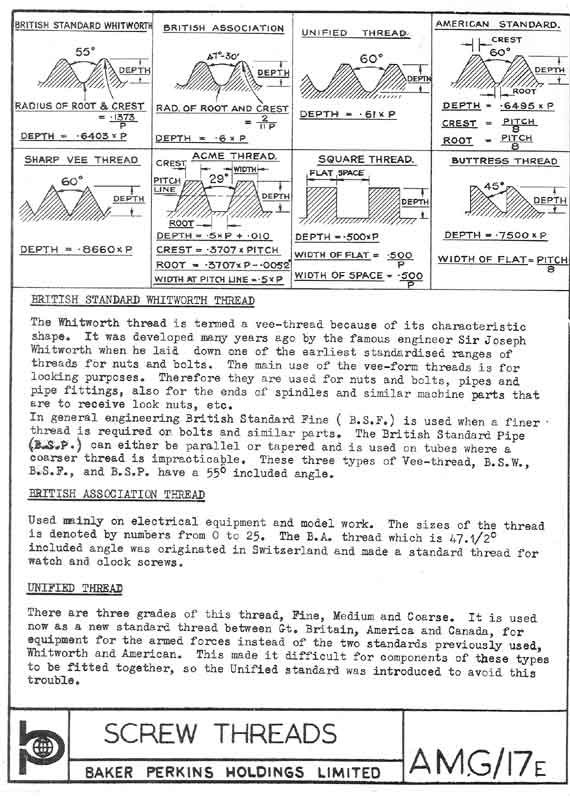
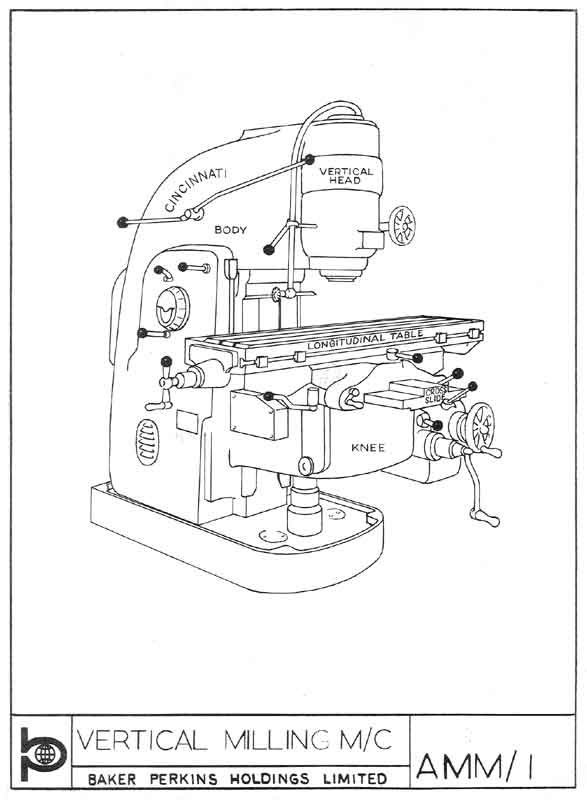
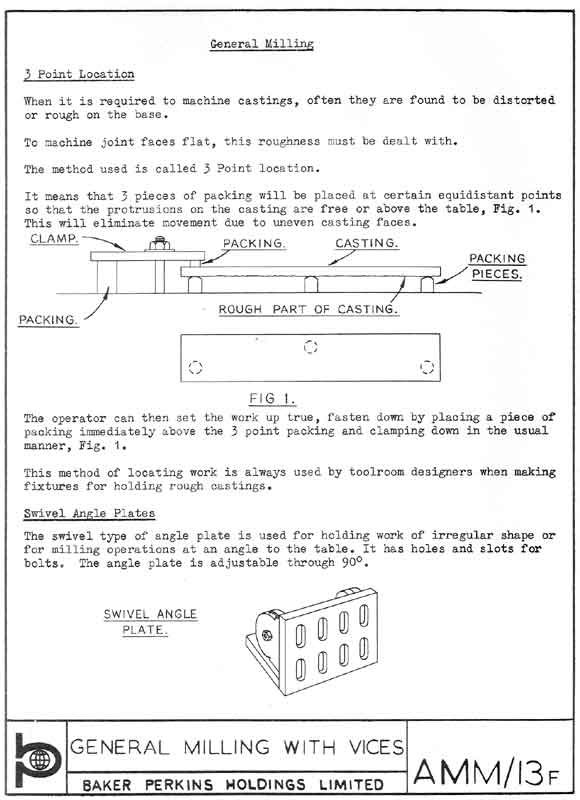
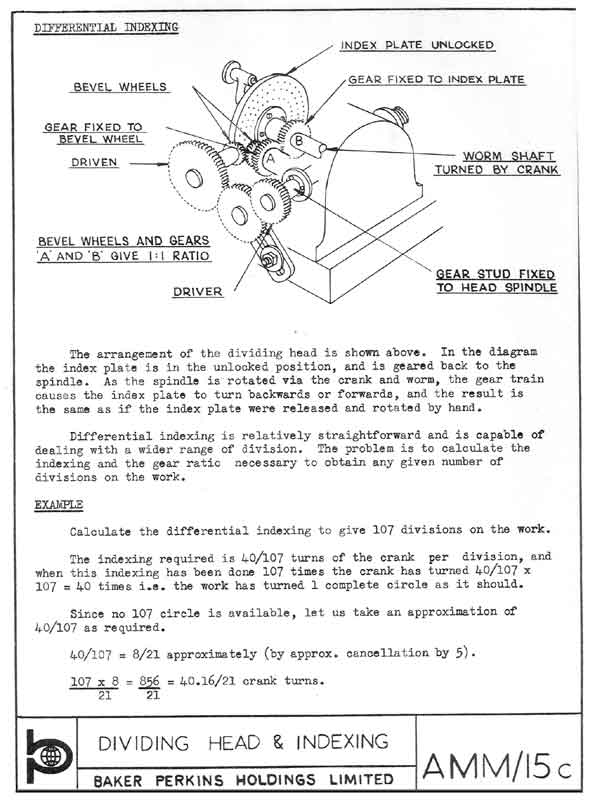
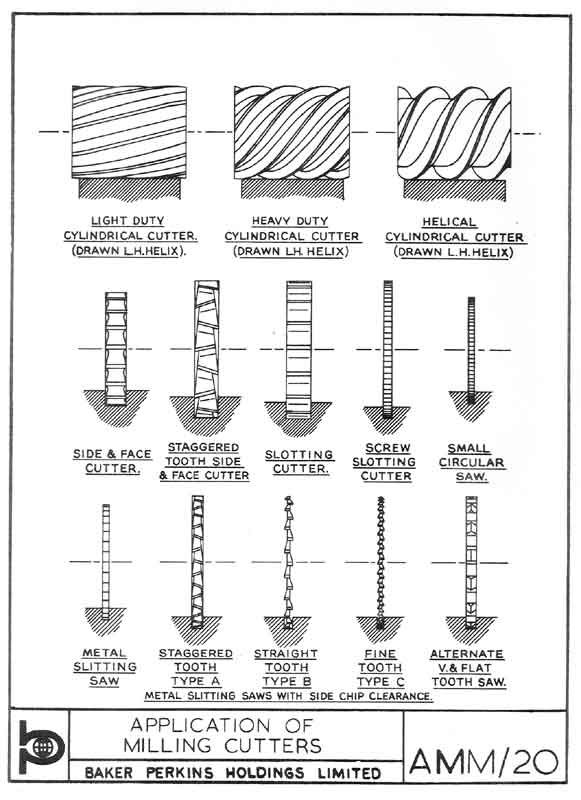
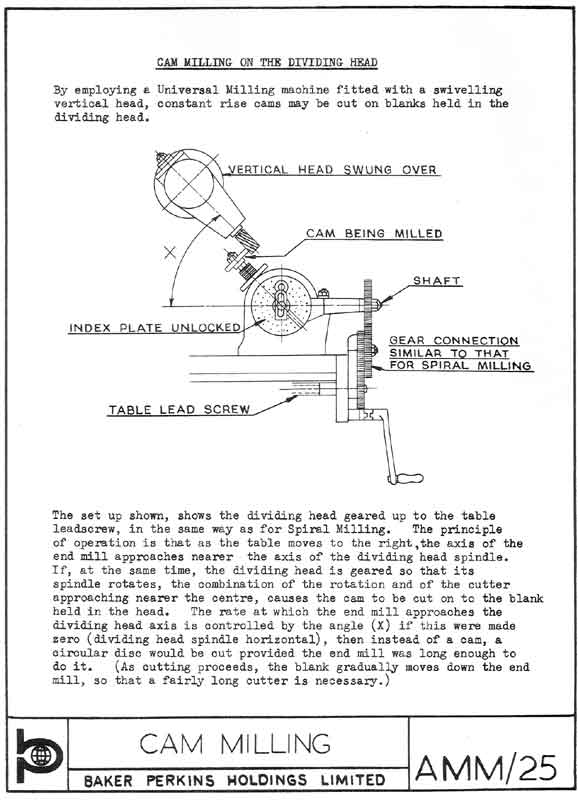
A key input to Mick's training were the Training Manuals - the General Apprentice manual and the Milling Manual.
 |
 |
 |
 |
 |
 |
| Pages from “Apprentice Manual – General | |||||
 |
 |
 |
 |
 |
 |
| Pages from “Apprentice Manual – Milling | |||||
As training progressed, all the jobs and exercises were carefully logged and signed off as satisfactory by the relevant Instructor.
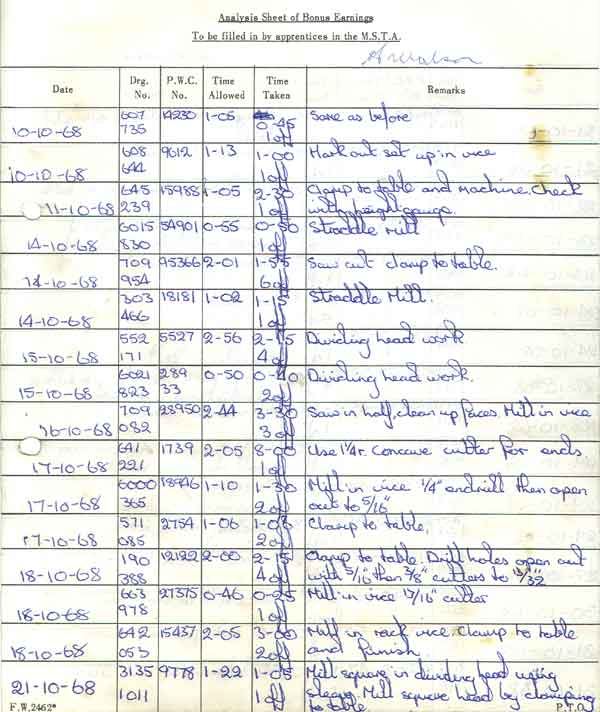
Record of Apprentice’s progress through the Training Exercise "We were undoubtedly given fairly easy work to start with. I remember earning a few shillings extra with the bonus which was a great help at the time. I took home £3 15s then, £3 5s was for lodging, 5s to get home on the train to Boston and 5s spending money for the week!
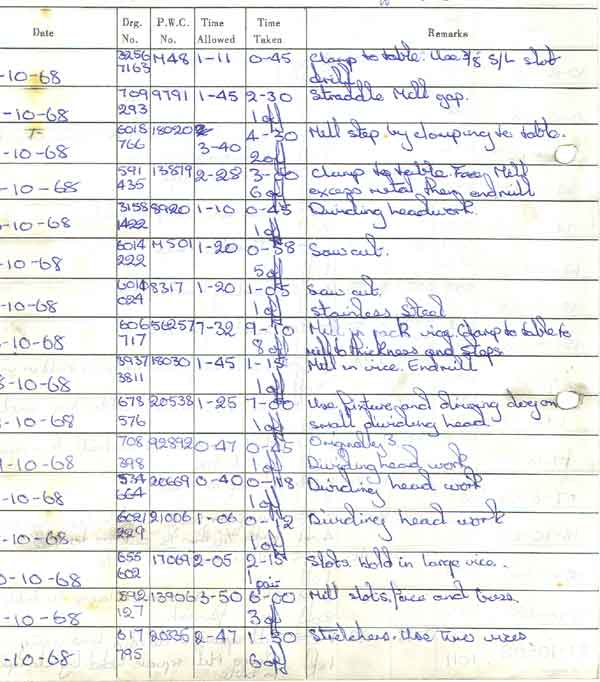
Copies of Bonus Sheets The bonus sheet in the manual was a log of all the production jobs I machined. We also put our name, number and time on the reverse of the production card which came with each job. The card would then be passed back to the CPO once the job had been inspected and moved to its next destination. Later, when we went to work in the main factory on the bonus system everyone kept a log of all the jobs you did so that you could check them off against the bonus sheet that you were given each week.
To get the work we used to take a barrow to the CPO (see - The CPO - The Heart of the Matter) in the machine shop where Mario Storti used to sort us all the good jobs - well, according to him anyway - and usually for the price of a cigarette!, load up the barrow and trundle back to the school to machine the relevant jobs. Mostly we would have a day's work or more but on occasions when work was short we would have to make the trip two or three times a day. On one of these occasions I remember Ted Thain asking why we were spending so much time that day pulling a barrow around the shop when we should have been working. Being a bit green we blamed Mario for not giving us enough work to do, so off he went and promptly gave poor Mario a good telling-off. Needless to say, we ended up a bit out of favour with Mario and got some of the most awful jobs going for the next few days, losing most of the bonus we had earned previously. Those days you could actually end up owing the company money if you did not perform on the bonus system. When I eventually left the Apprentice School to work in the main machine shop I was actually in deficit on the bonus scheme but this was wiped clean and a fresh start made.
Looking back, the bonus sheets are quite revealing in how quickly we progressed in training. By September 1968 I was doing full milling production work in the Apprentice School just like anyone in the main machine shop. That is only a year after leaving school which I find quite remarkable now.
After your second year of training and reaching the age of eighteen you were moved out into the main factory and put under the guidance of the foremen and chargehands of the relevant section with Jim Adcock in overall charge of all apprentices. I went to the light milling section where there were some great characters, Dick Winters, Don Edmunds, George Parrot where chargehands and Ron Coltman was foreman. Once you were eighteen you were expected to work shifts. I quite liked working nightshifts because living away from home it gave me the chance to save money as I was not out during the week and making a longer weekend at home. Attending Peterborough Technical College was a bit hard when doing nights as you did that in the early evening then had to go to work after".
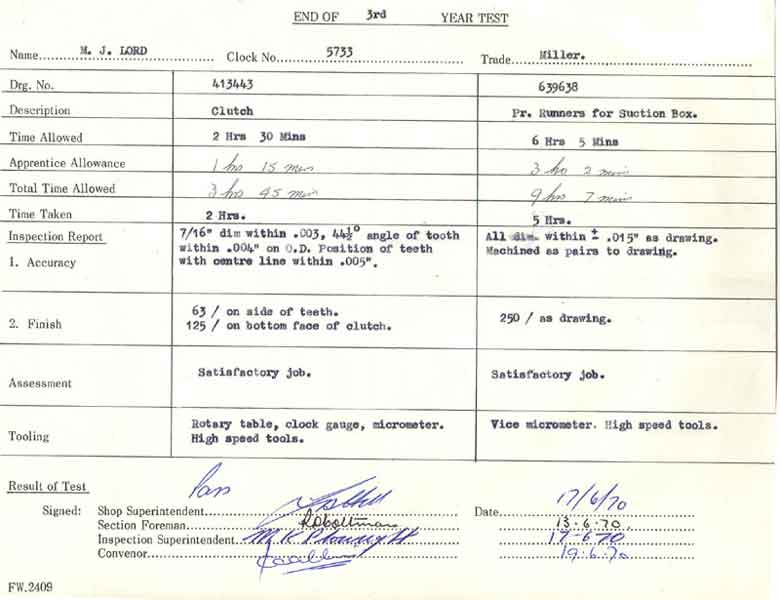
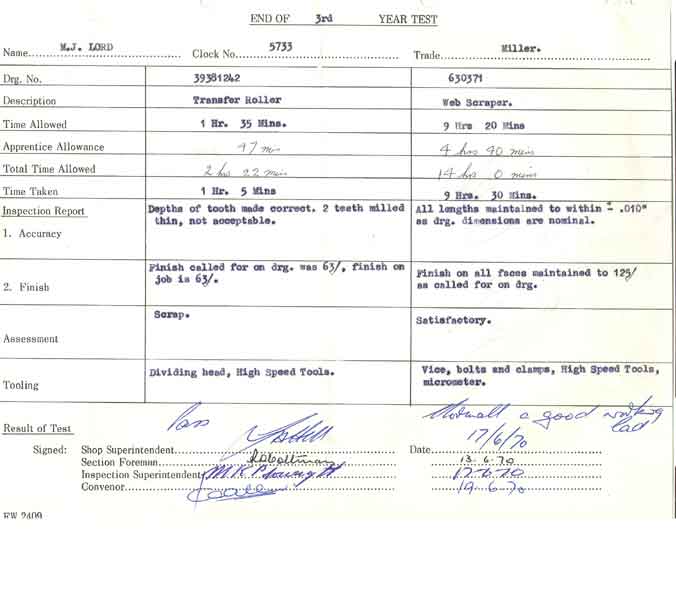
End of 3rd year Craftsman Tests End of 4th Year Craftsman Tests Even after an apprentice moved into the main factory, the formal competence testing did not end. At the end of each year the apprentice was given test pieces to complete to specification and time, performance being signed-off by both management and Union representatives.
Dennis Crouch was transferred onto the Works Technician Apprenticeship scheme (see also here)- in October 1967, about a month before his 21st birthday. He recalls:
“I still received my craft indentures as a fitter/turner but most of my time was spent on the light mills. I would have gained my Ordinary National Certificate in engineering by then hence the transfer.
I spent time in a number of other departments - plate/sheet metal, fitting, heat treatment, foundry/fettling etc. and some of the offices. This lasted about 9 months after which I was offered a job as a machine shop inspector which I had for about a year.
After gaining my Higher National Certificate, I became a methods engineer in Technical Services under Bob Roberts – the department manager was Eddie Steele. After two years, that department was then disbanded and Stewart Slack and I were transferred as information engineers to Purchasing as mechanical technical advisers to the design offices on bought out equipment.
I think the Works Technician Apprenticeship was designed for training of what I would describe as works staff - such as inspectors, foremen etc. This dovetailed with the technician course at Technical College, T1 to T6. I believe it was thought that a T6 was the more practical version of an Higher National Certificate but more academic than the City & Guilds qualification for craft apprentices”.
 |
 |
 |
 |
 |
 |
 |
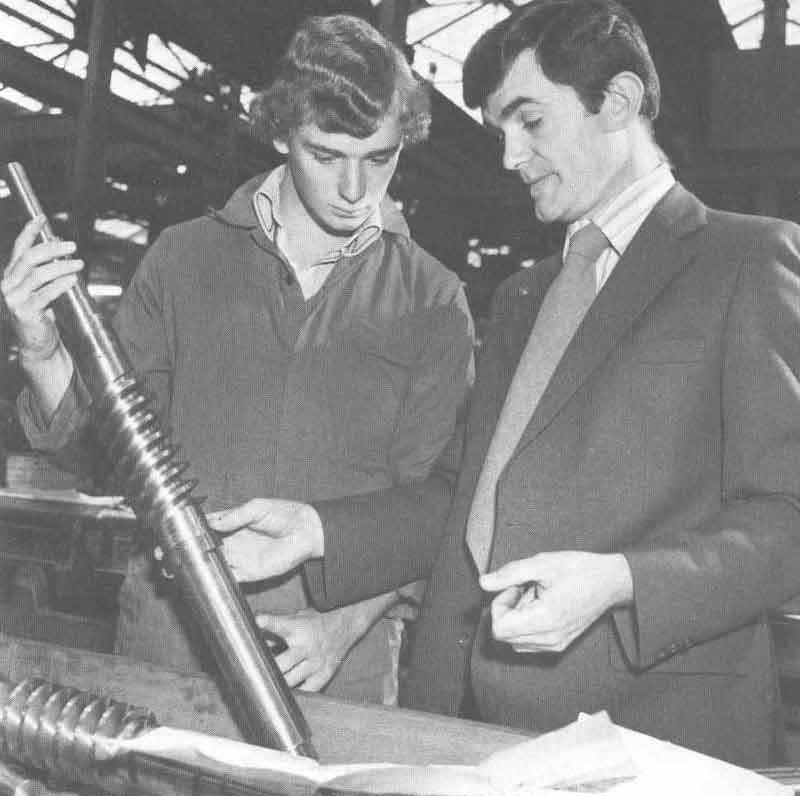
| At work in the Apprentice School Fitting section | Drilling and Fitting | The Machine Shop with Sheet Metal Section in the background | Machine Tool Training in the Apprentice School | The Sheet Metal Training Section | Using Acetylene | Testing Gears |
 |
 |
 |
 |
 |
 |
 |
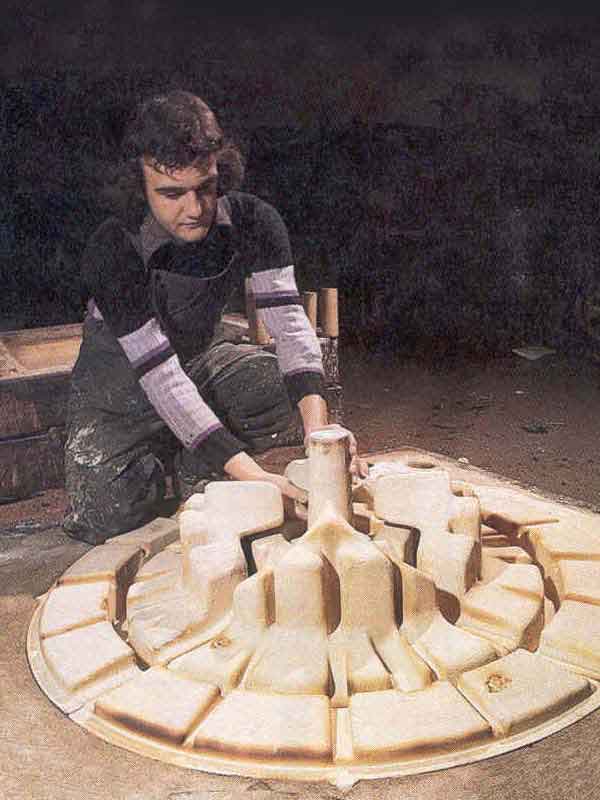
| Drawing Office School | Discussion Session | In the Machine Shop | Pattern Making | Commercial Trainees | Surface Grinding | Model Making |
 |
 |
 |
 |
 |
 |
 |
| Testing Electrics | 1956: The Apprentice School Machining Section | 1958: Fitting Training in the Apprentice School | 1958: Jim Deboo keeps an eye on things | 1958: The School at Work | 1960: Dick Reedman at work on the "Individual Apprentice Bench" - see below | 1967: Apprentices make wicket covers for Alma Road |
 |
 |
 |
 |
 |
 |
 |
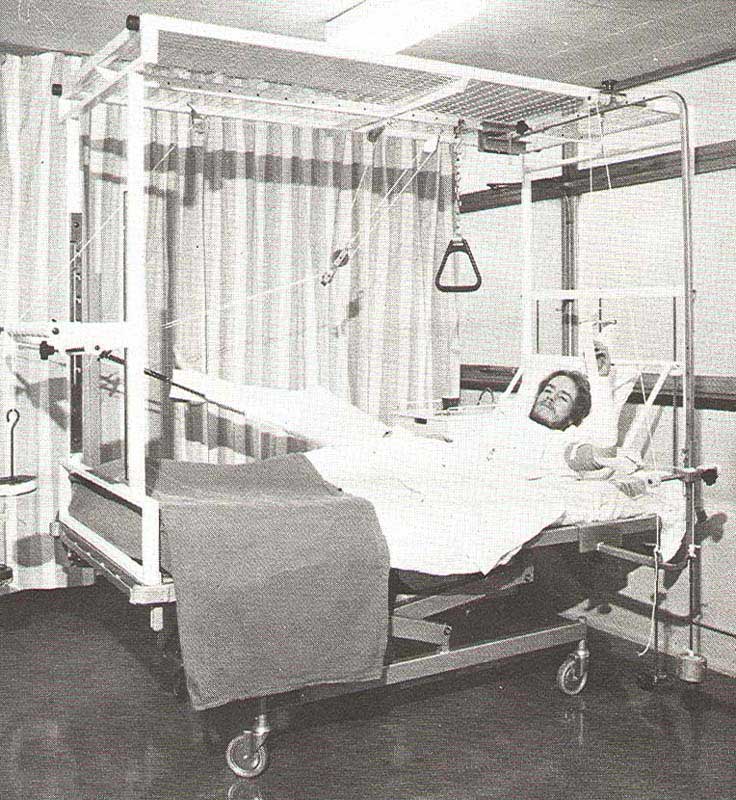
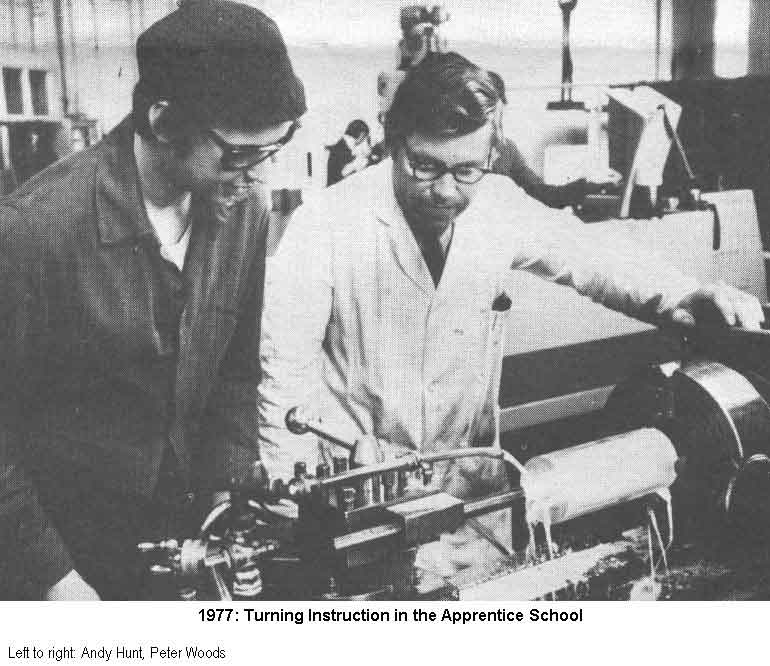
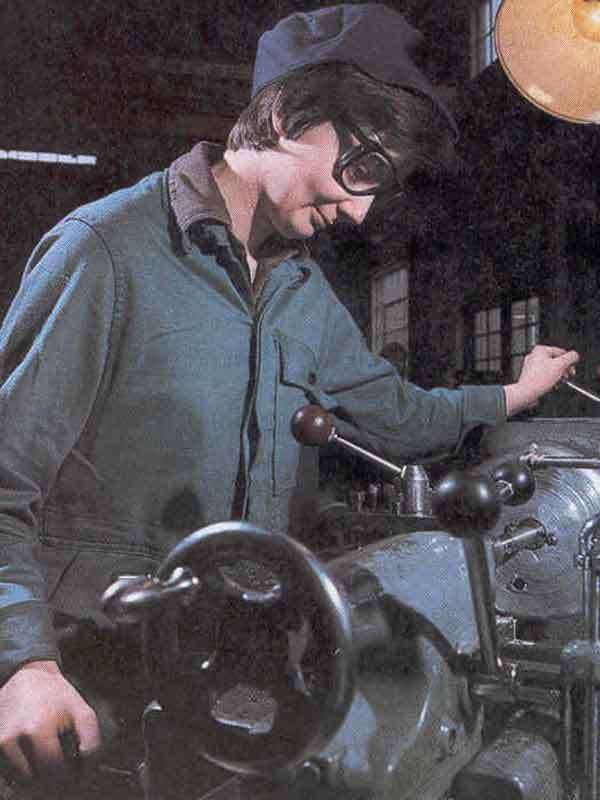
| 1968: Mick Lord working a lathe in the Apprentice School | 1968: Turning in the Apprentice School | 1974: Training in the Gear Cutting Shop | 1977: Apprentice Plater receives instruction in the Apprentice School | 1977: Hospital bed made by Apprentices | 1977: Turning instruction in the Apprentice School | 1978: Renovation of Perkins Steam Engines |
 |
 |
 |
 |
 |
 |
 |
| 1979: Fitting Shop training | 1979: Traction Bed for Manor House | 1979: Foundry Skills training | 1979: Learning Turning skills | 1979: Learning Gear-cutting | 1982: Apprentice continues training in the Works | 1984: Model Presented to Charles Swift |
 |
||||||
| 1986: Training on CNC Controlled Machines in the Apprentice School |
 |
It was Jim Deboo's practice to organise day visits for apprentices to other engineering companies as part of their training. This shows a group of Westwood apprentices outside the Bedewell factory in 1949, prior to visiting the Swan Hunter shipyard at Wallsend to see the launching (sideways into the river), of Companhia Nacional de Navegacao, Lisbon's twin-screw passenger and cargo liner, Mocambique. |
As part of their training, apprentices had to produce test pieces to demonstrate that they had achieved the required level of skill. Some of these were merely a demonstration of the achievement of a particular level of craftsmanship - a piece of ¼" plate in which a square hole had to be cut into which another piece of metal had to be filed to fit (and it had to fit exactly - no daylight showing - in all the four possible orientations!). Any complacency soon disappeared with the next exercise - a similar task but this time based on a hexagon!
We are grateful to John Gilbert (August 1955 intake) for sending in what appears to be a complete set of these exercises. John recalls:
"I found the articles by former apprentices very nostalgic and accurate. I recently took out my work pieces , scribing block, vee blocks etc, and looking at them wondered how Jack Hurst and his colleagues managed to train us in the initial 12 months in the apprentice school to the high level of skill required to make these items. Starting with the very first exercise, which taught us how to use a hacksaw accurately on a piece of black plate, through the chiselling and filing of blocks of rough cast iron which eventually became our vee blocks and the very accurate test pieces shown in the photo's and finally to making all of the components for our own scribing blocks.
I can remember standing nervously in front of Mr Hurst whilst he measured my test pieces and held the two part pieces up to the light to check for uneven gaps between the mating edges. Then to be taught the basic skills required for fitting, marking out, turning , milling and grinding before we were transferred to the works."
The accuracy we were trained to achieve with hand tools was, I believe, remarkable and yet the vast majority of us achieved it. I have just been into my workshop to check the dimensions of the work piece that is a 1" square piece fitting into a 1" square hole. The square piece is accurate to within 1 thou in each direction and I cannot get a 1 thou feeler gauge into the gap between the square block and the hole it fits. Also the block can be turned in any of it's 4 planes and still fits with the same accuracy. I remember we had to chain drill the hole then chisel it out before setting to with the files. Remarkable when you consider that all of the skilled part was done just using a range of files, scrapers and emery cloth. I know I was pretty average but satisfactory, where as the most skilled lads went on to become toolmakers.
The Apprentice then made some of the tools that he/she would use in the workshops later in his/her Apprenticeship - set square, "Vee" blocks, scribing block, etc. These introduced the Apprentice to machining work - planning, milling, turning, thread cutting, etc. Both Student and Craft Apprentices had to tackle these exercises.
| Click here to see John Gilbert's Apprentice test pieces. |
Similar exercises were undertaken by Plater and Foundry Apprentices.
 |
 |
Foundry Apprentice test pieces |
|
If any ex-Apprentice still has any test pieces or tools we would very much like to photograph them.
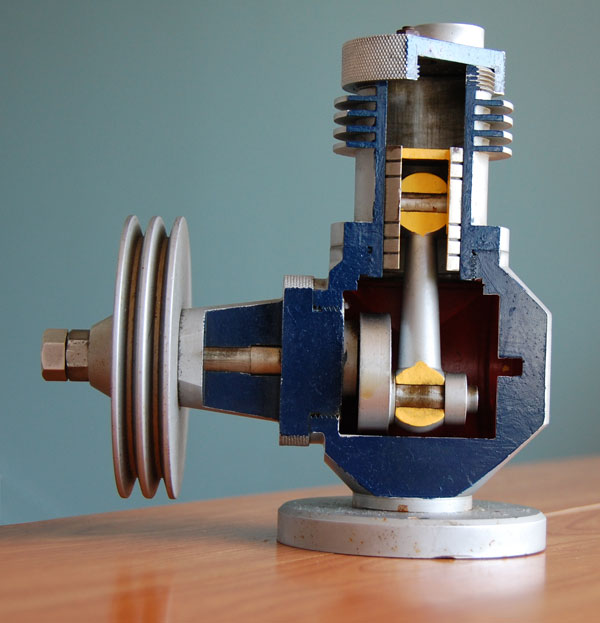 |
Cut- away model of a Compresssor made in the Apprentice School by Brian Rush and Keith Edis. |
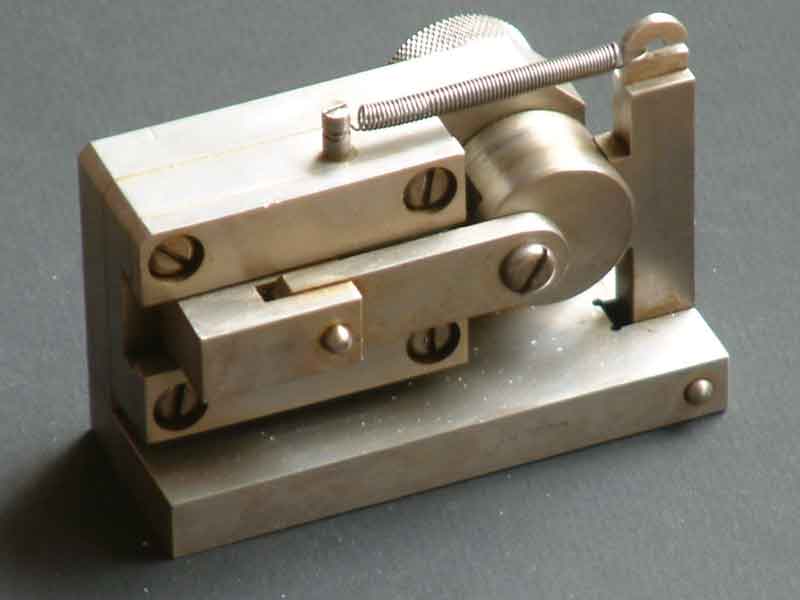
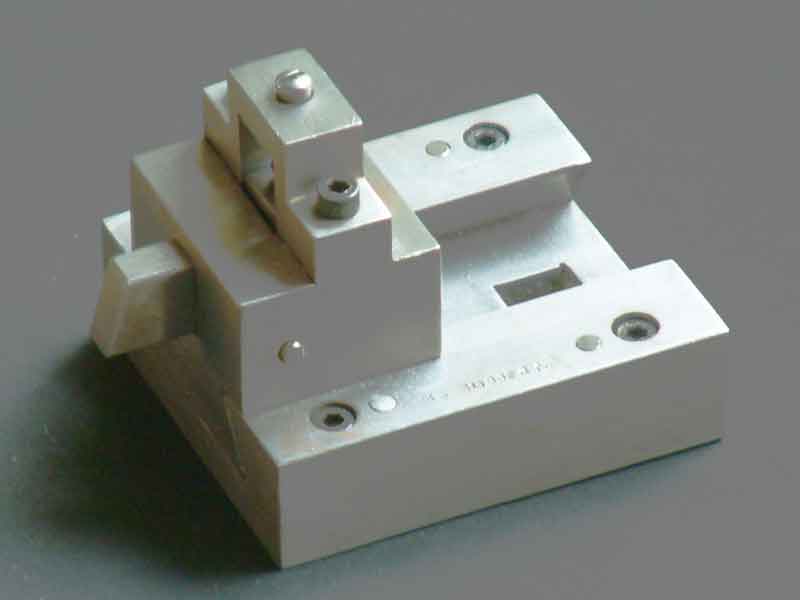
More complex test pieces. This next series of photographs show some much more complicated test pieces produced by Apprentices for entry in the All-Europe Craft Competitions, partly organised by City and Guilds.
Medals for Craftsmanship were awarded to Baker Perkins Apprentices at one of these competitions held in Spain.
 |
 |
 |
 |
 |
 |
 |
 |
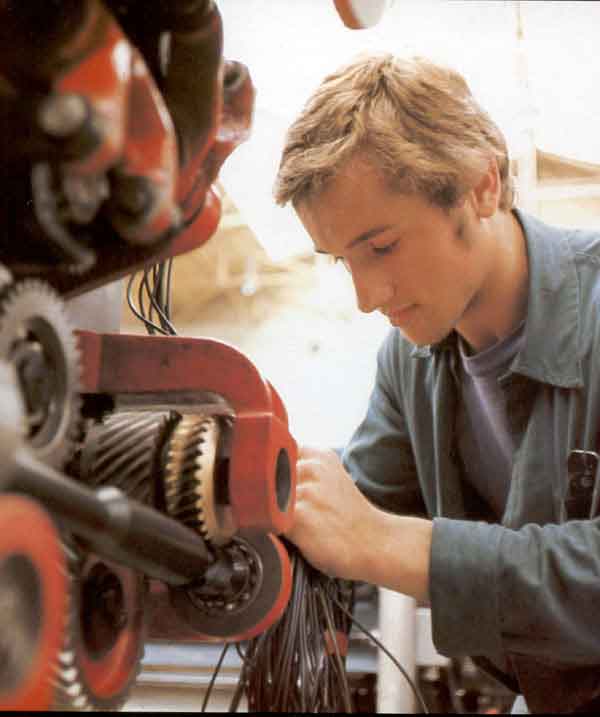
On top of training exercises and working with skilled men on Baker Perkins products, Apprentices also produced other pieces of machinery. They can be seen above, working on special orthopaedic beds and other appliances (see also Careers in Engineering and Manor House) and producing pedal cars in The Self-propelled Vehicle Racing Event.
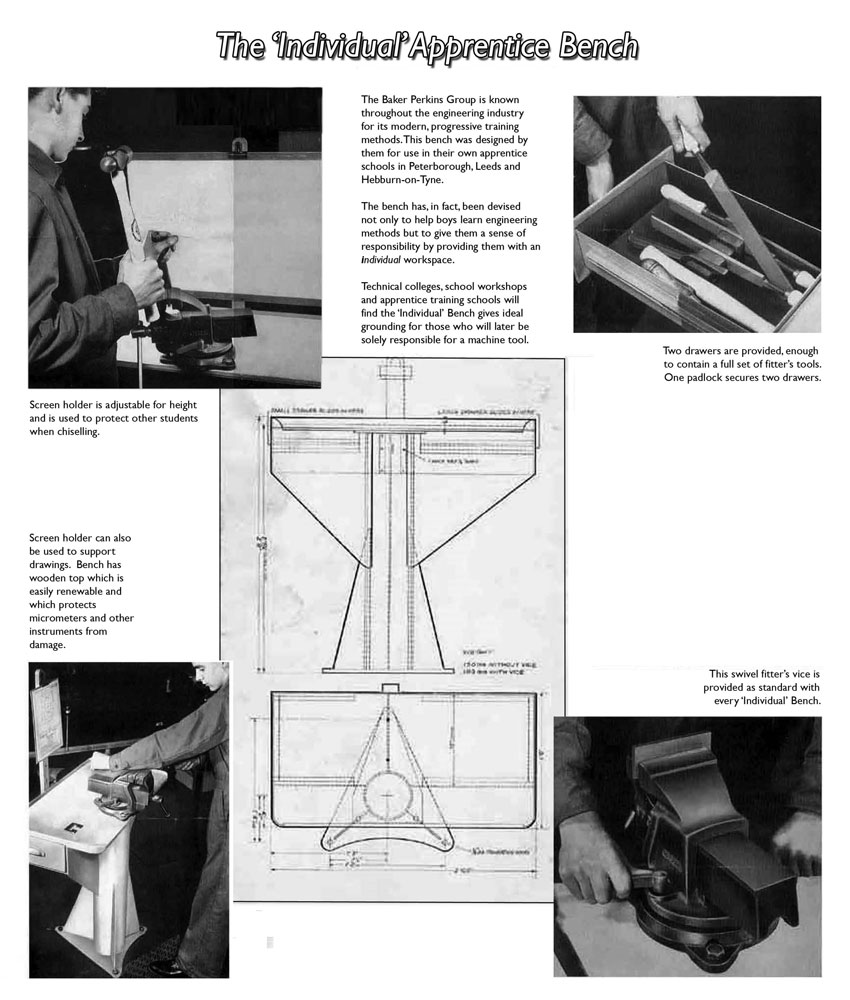 |
They also entered the workshop equipment market as shown in this brochure for "The Individual Apprentice Workbench". Designed for use in the company's Apprentice Schools in Peterborough, Leeds and Bedewell, many generations of apprentices learned the rudiments of their trade on such a bench. |
 |
Another Apprentice task was to produce mementos to be presented to VIPs and dignitaries who visited Westwood Works (See also VIPs at Westwood Works). These often took the form of a model dough mixer. This one is of a fairly early design of bread dough mixer and was probably made in the early thirties. A later version, presented to Harold Watkinson, can be seen in The Opening of the Apprentice School. |
All content © the Website Authors unless stated otherwise.